Как правильно заварить трубу электросваркой видео
Самостоятельная сварка труб электросваркой
Наиболее распространенный метод монтажа инженерных сетей – сварка труб электросваркой.
Сварка труб электросваркой своими руками – процесс достаточно простой. Надо только тщательно соблюдать этапы и технику выполнения этой работы.
1.Входной контроль
Ручная электродуговая сварка труб начинается с проверки на соответствие трубы нормативным требованиям.
Что проверять:
- Наличие сертификата соответствия.
- Маркировку.
- Эквивалент углерода. Эта величина говорит о свариваемости стали. В зависимости от содержания углерода выбирается технология сварки труб.
- Длину детали.
- Диаметр детали и толщину стенки.
- Толщину стенки.
- Овальность концов детали.
- Кривизну детали.
- Наличие повреждений и дефектов на поверхности металла.
2.Подготовка стыков к свариванию
Подготовка стыков выполняется механической обработкой или термической резкой. Если использовалась термическая резка, то полученную кромку необходимо обработать абразивным инструментом, либо резцом.
Если вы планируете варить трубу из низколегированной или углеродистой стали без использования подкладного кольца, фаску выполняйте только механическим путем. Точно также разделывается кромка на трубах из легированных и высоколегированных сталей (в том числе, из нержавеющей стали).
Подготовленная кромка не должна иметь острых углов, заусенцев, вырывов и резких переходов. Все эти « излишества» тщательно зачищаются напильником или абразивным кругом.
Для контроля качества обработки кромок сварщики пользуются шаблонами проверки:
- углов;
- превышения кромок;
- притупления кромок;
- зазора в нахлесточном соединении;
- зазора в тавровом соединении;
- зазора в стыковом соединении.
Сварка корневого валика
3. Выбор технологии сваривания труб.
Электросварка труб в основном выполняется двумя способами:
Первый способ применяется для углеродистых сталей, второй – для легированных (нержавеющих в том числе).
4.Как варить трубы электросваркой покрытым электродом.
1.Режимы:
- Род и полярность тока зависит от толщины стенки трубы, марки стали и марки покрытого электрода.
- Сварочный ток определяется толщиной электрода. Чтобы его рассчитать, надо диаметр электрода умножить на (30-40). Полученное число будет равняться сварочному току в амперах.
- Напряжение на дуге определяется ее дугой. Оптимальная длина дуги находится в диапазоне от половины диаметра электрода до полного диаметра электрода плюс 1.
- Скорость сварки сварщик выбирает в зависимости от геометрических размеров шва.
Сейчас в сети Интернет можно найти таблицы зависимостей всех перечисленных величин. Кроме того, там можно найти множество обучающих материалов, в которых подробно освещена электросварка труб: видео, инструкции, рекомендации.
2.Сборка стыков труб малого диаметра (до 100 мм) при толщине стенки от 2 до 10 мм из низкоуглеродистых сталей:
- Cтыки собирают в приспособлениях и прихватывают в одной или двух точках. Если точек прихвата две, то они располагаются симметрично.
- Стыки, скрепленные одной прихваткой, обваривают сразу, начиная со стороны, противоположной прихватке;
- Если толщина стенки меньше 3 мм, прихватку выполняют электродом диаметром не более 2,5 мм;
- Стыки изделия с толщиной стенки более 4 мм сваривают не менее, чем в два слоя – корневым швом и облицовочным валиком.
- При сварке деталей диаметром от 30 до 83 мм вертикальный стык сваривается участками по ¾ периметра;
- Каждый последующий валик горизонтального стыка укладывается в противоположном направлении;
- «замковые» участки последующих валиков смещают относительно предыдущих швов.
3.Поворотные стыки:
- При сварке стыков во вращателях скорость вращения изделия должна равняться скорости сварки.
- Положение сварочной ванны, наиболее удобное для формирования шва, находится не в самой верхней точке стыка, а в точке, отстоящей от вертикали на 30-35 градусов в сторону, противоположную вращению.
- Если применение вращателей нецелесообразно или их нет, свариваемые стыки надо поворачивать на углы 60-110 градусов. Благодаря этому, шов формируется в самом удобном, нижнем положении.
- трубы с поворотом на 180 градусов сваривают в три приема:
- сначала в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу одни или двумя слоями;
- затем переворачивают трубу на 180 градусов и сваривают оставшуюся часть стыка на всю толщину;
- затем трубу еще раз поворачивают на 180 градусов и проваривают оставшуюся разделку.
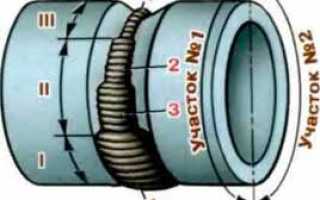
4. Сварка неповоротных стыков:
- Вертикальные неповоротные стыки варятся в два приема. Периметр стыка условно делится вертикальной осевой линией на два участка. Каждый из них имеет три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали.
Нижним положением – участок, занимающий тоже примерно 20 градусов от верхней точки детали. Между этими положениями располагается горизонтальное положение. Сварка начинается с потолочного положения и заканчивается нижним (т. е. ведется с крайней нижней точки детали к крайней верхней).
Каждый участок варится короткой дугой, равной половине диаметра электрода. Перекрытие швов (замок) зависит от диаметра детали и может составлять от 20 до 40 мм. Начинать сварку надо «углом назад», а заканчивать «углом вперед».
- Горизонтальные неповоротные стыки варятся «углом назад». Наклон электрода относительно вертикальной оси должен составлять 80-90 градусов. Варить надо средней дугой.
5.Сварка труб электросваркой в защитных газах: аргонодуговая сварка.
Режимы:
- Сварочный ток зависит при сварке за один проход от толщины стенки детали, а при многопроходной – от высоты валика. На каждый мм диаметра электрода назначается 30-35 А.
- Напряжение на дуге держат минимальным, что соответствует сварке короткой дугой.
- Скорость сварки регулируется так, чтобы гарантировалось проплавление кромок и формирование размеров шва.
- Расход аргона зависит от марки стали, режима сварочного тока и находится в диапазоне от 8 до 14 л/мин.
- Варить сплошной шов надо сразу после установки прихваток, которые при выполнении первого слоя следует переплавлять.
- Подача аргона прекращается только через 5-8 секунд после обрыва дуги.
6.Контроль качества сварного шва.
- Самый распространенный метод контроля сварки – внешний осмотр. В процессе осмотра выявляют наличие трещин, прожогов, подрезов, непроваров и пр.
- Перед началом осмотра сварные швы должны быть очищены от шлака. Осмотру подвергаются все швы без исключения.
- Для проверки геометрических параметров швов используются шаблоны, щупы, стандартные измерительные инструменты.
- Герметичность швов проверяется водой (гидравлическое испытание) или газом (пневматическое испытание).
Плазменная сварки имеет множество преимуществ. Каких – читайте в этой статье.
Хотите варить без вреда для здоровья? Интересная информация для вас по /elsvarkin.ru/texnologiya/vodorodno-kislorodnaya-svarka/ ссылке.
7.Техника безопасности.
При выполнении сварки возможны травмы такого рода, поражение электрическим током, ожоги расплавленным металлом, ожоги глаз лучистым излучением. Чтобы этого не произошло, необходимо:
- надежно изолировать все токоведущие части;
- заземлить корпуса источников питания, вспомогательное оборудование. Сечение заземляющих проводов должно быть равным или более 25 кв. мм.
- спецодежда и рукавицы должны быть сухими;
- в тесных помещениях следует использовать резиновые коврики и галоши;
- не приступать к работе без защитного щитка, размеры которого полностью закрывают голову и лицо сварщика.
8. Сварка труб электросваркой: цена.
Стоимость сварки труб зависит от диаметра и материала детали. Так, например, один см стыка трубы Ду15 стоит 25 рублей, а Ду50 – 22 рубля.
Как сварить трубу электросваркой: полезные советы
Несмотря на то, что сегодня нередко прибегают к использованию неметаллических труб, старый добрый металл все еще рано списывать со счетов. Однако для многих новичков при попытке произвести монтаж металлического трубопровода будет актуальным вопрос, как сварить трубу электросваркой правильно и эффективно.
Нельзя сказать, чтобы метод электросварки был доступен всем и каждому без исключения. Все-таки для того, чтобы стать квалифицированным сварщиком, потребуется пройти определенное обучение. Так что данный ниже материал будет предполагать, что пользователь уже имеет определенные навыки обращения со сварочным аппаратом – в данном случае, с электрическим.
Как правильно подобрать электроды для сварки труб
Сварочный электрод — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию.
Сначала не повредит некоторая информация о свойствах самих электродов. В конструктивном плане электрод собой представляет тонкий стержень, выполненный из металла. На него наносится специальное покрытие для сварки.
В принципе, электроды бывают разного диаметра – чем больше нанесенного материала на стержень – тем он толще. Причем, электродное покрытие не только участвует в сварном соединении, но еще и защищает электрод от кислорода, обеспечивает равномерное горение дуги.
Обратите внимание! Выбор лучшего производителя электродов порой крайне важен. Можно посоветоваться с друзьями или с профессиональными сварщиками, какому именно производителю стоит отдать предпочтение. Экономить при этом не рекомендуется. Хороший электрод просто по определению не может оказаться слишком дешевым.
Иногда бывает так, что во время работы всплывает шлак и создает пленку, мешающую металлу поглощать воздух. Это будет оказывать негативное влияние на качество сварного шва, ведь кислород и азот, которые содержатся в воздухе, делают шов в металле хрупким.
Опытному сварщику очень хорошо знакома такая проблема. В этом случае после того, как шлак остынет, его можно будет удалить, просто нанося молотком или электродом короткие, но точные удары. Шлак внутри шва оставлять ни в коем случае нельзя! Иначе в нем образуется свищ, который приведет к разгерметизации соединения. Главная задача – получение ровного и плотного шва. Опытный сварщик выполняет его в виде подков или восьмерок. Шлак при этом с каждым новым проходом будет вытесняться. Когда же шлак будет извлечен полностью, шов будет не просто прочным, но еще и красивым.
Что же касается того, какого диаметра выбрать электрод для сварки, то здесь все будет зависеть от толщины стыка. Если трубы имеются небольших размеров, то можно приобрести электроды с диаметром в 3 мм. Такие можно будет применять для труб с толщиной стенки от 2 до 5 миллиметров. Если же трубы более толстостенные – до 10 мм, то и электрод нужно будет приобретать более толстый.
Правильно выбранные электроды даже при работе на недорогих сварочных аппаратах позволят вам сварить любой металл на высоком профессиональном уровне.
Для того, чтобы осуществить многослойный шов, для начала рекомендуется использовать электрод на 4 мм – чтобы можно было создать большую глубину сварного шва.
Как сделать правильный и ровный сварной шов на трубе
Для того, чтобы осуществить определенные виды соединений, применяется как раз электродуговая сварка. Вот лишь некоторые примеры таких сварных соединений:
- Прямое соединение – когда трубы просто располагаются друг против друга;
- Сварка угловая;
- Сварка внахлест.
Можно при этом брать на вооружение швы самого разного типа – горизонтальные и вертикальные, потолочные и нижние. Самым привычным для многих мастеров является обустройство нижнего шва. При этом сварка электродом осуществляется сверху. А вот к наиболее тяжелым относится так называемый потолочный шов. Его наносить крайне неудобно из-за того, что расплавленный металл стекает вниз. К тому же, мешает и неудобное расположение трубы в этом случае. Так что нередко прибегают к помощи специального зеркала. Работать с таким швом сможет далеко не каждый сварщик.
Если нет возможности достать до потолочного шва прямым электродом, его можно изогнуть по необходимой форме. Лучше всего варить потолочный шов – если трубу во время работы можно вращать вокруг своей оси. Но это далеко не всегда возможно. Так что, если есть сомнения в своем профессионализме, то лучше будет для начала потренироваться на сварке какого-нибудь чернового материала, либо позвать на помощь более квалифицированного сварщика.
Сварной шов – это закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Необходимость в проведении подготовительных работ
Перед тем, как приступить к любой сварке, нужно тщательно проверить все имеющееся в наличии оборудование. Ни в коем случае недопустима работа с неисправным оборудованием!
Минимальный набор сварщика состоит из непосредственно самого сварочного аппарата, набора электродов, а также молоточка для отбивания шлака и из щетки.
Также не стоит забывать и об индивидуальной защите. Как правило, для этого годится любая плотная одежда, но можно приобрести и спецодежду в магазине. Не забываем и про маску сварщика со светофильтром, а также про плотные перчатки. Профессионалы предпочитают перчатки, сшитые из замши. Если предполагается большое количество искр, то ноги от раскаленного металла также не будет лишним защитить специальной обувью.
Потребуется также специальный сварочный выпрямитель или инвертор – эти устройства предназначаются для преобразования переменного тока в постоянный. Ведь именно на постоянном токе и работает сварочный электродуговой аппарат.
Костюм сварщика — спецодежда, предназначенная для защиты работающих от искр, брызг расплавленного металла, окалины, излучений сварочной дуги.
Некоторые особенности, характерные для сварки трубопроводов
Проведение сварочных мероприятий в случае с трубопроводом имеет свои особенности. Их необходимо учитывать, если хочется получить высококачественный результат.
При помощи электродуговой сварки можно осуществить как вертикальный шов – на боковой части трубы, так и горизонтальный – охватывающий ее по окружности. Как уже отмечалось, чаще всего используется так называемый нижний шов, так как он относится к наиболее простым в исполнении.
Трубы, выполненные из стали, нужно сваривать встык и обязательно проваривать все кромки по высоте стенок труб. Для уменьшения наплыва внутрь трубы необходимо выбрать оптимальный угол наклона электрода относительно горизонтали. Как правило, это 45 градусов. Стандартная высота шва для стального трубопровода – от 2 до 3 мм, его ширина составляет обычно от 6 до 8 миллиметров.
Если производится сварка методом внахлест, то в высоту шов также может составлять около 3 мм, а в ширину – 8 мм.
Сваренные стыки трубопроводов подлежат контролю. Объём и способы контроля определяются эксплуатационными требованиями и указываются в проектной документации или технологических картах.
Необходимо перед тем, как приступать к варке любой металлической трубы, предварительно ее очистить. Если ее торцы подверглись деформации, то их необходимо выправить или обрезать до ровного состояния. Кромка зачищается минимум на 1 см от края до состояния блеска.
Во время непосредственно варки стыки обрабатывать следует непрерывно, вплоть до полного сваривания. Если приходится иметь дело с поворотными стыками труб, которые имеют толщину до 6 мм, то сварку нужно производить минимум в два слоя. Если же толщина стенок трубы до 19 мм, то рекомендуется накладывать четыре слоя.
Главной особенностью сваривания трубных конструкций является то, что шов накладывается на стык, лишь после того, как он полностью очищен от шлака, можно приступать к наложению следующего слоя сварки.
Любой сварщик подтвердит, что самый первый шов является наиболее важным. С его помощью сглаживаются все неровности и кромки. Именно первый слой необходимо тщательно осмотреть на предмет наличия трещин в нем. В том случае, если трещины присутствуют, то этот шов ликвидируют – и накладывают повторно.
Каждый последующий слой выполняется во время медленного поворота трубы. Начало и конец каждого слоя необходимо совместить относительно слоя предыдущего примерно на 15 – 30 миллиметров. Последний же слой исполняется с постепенным переходом на металл, из которого изготовлена труба.
Можно улучшить качество варки, если каждый последующий слой вести в обратную сторону от предыдущего. При этом желательно их замыкающие точки расположить в разбежку.
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Консультируют специалисты
Вадим Бодров, электросварщик: Со временем у каждого сварщика вырабатывается свой собственный «почерк». Он состоит из чередования поступательного направления шва, продольного и поперечного. Хотя в теории каждый из этих способов ведения шва предназначается для своего случая, на практике нередко сварщики пользуются сразу всеми тремя. Рано или поздно даже новичок научится «чувствовать» материал и на интуитивном уровне будет понимать, в каком случае использовать тот или иной вид шва.
Николай Александрович Козырев, электросварщик: Даже если поставленная задача кажется крайне простой, а предполагаемый шов – донельзя элементарным, в случае с трубами расслабляться не стоит. Достаточно лишь немного увести шов в сторону – и это может стать причиной для нарушения герметизации стыка в процессе эксплуатации. Так что работа с трубопроводом потребует максимальной концентрации.
Подводя итоги
Самостоятельно освоить сварку по металлу – занятие хлопотное. Тем более, если речь идет о сварке труб. Но все-таки это сделать возможно. Хорошо, если поблизости окажется более опытный товарищ, который вовремя укажет на допущенные ошибки и даст совет. Для начала нужно выполнять самые простые сварочные упражнения, постоянно усложняя себе задачу. Если в первое время что-то не будет получаться так, как хочется, — это нормально. Если не отступать и не сдаваться, то в конце концов даже самый сложный случай можно будет успешно разрешить.
Как сваривать трубы
Существует несколько способов сварки трубопроводов (стальных). Но появление инверторов отодвинуло все способы, и теперь сварка труб в быту проводится именно этим аппаратом. Во-первых, это простота сварочного процесса, во-вторых, доступность и высокая безопасность. Тем более, технология сварки труб не очень сложная, главное правильно провести подготовку и выбрать необходимые расходные материалы.
Подготовка труб к сварке
Сварочный процесс начинается именно с подготовки. В первую очередь нужно выбрать электроды, которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности.
- Рутиловые.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Перед тем как сварить две трубы, необходимо понять, что существует несколько видов сварных соединений.
- Встык, когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов.
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- Сварка профильных труб (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
Перед тем как варить трубы электросваркой, их необходимо подготовить. В основном это касается кромок. Вот последовательность, как это надо делать.
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.
Сварка стальных труб
Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности. При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб. К примеру:
- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Внимание! Многослойная сварка производится с одним требованием. Перед нанесением последующего слоя предыдущих должен остыть.
Сборка трубопровода
Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык. То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка. Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение.
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
И последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
Процесс сварки на самом деле мероприятие ответственное. И только опыт сварщика может с первого раза гарантировать качество конечного результата. Но опыт – дело наживное. Предлагаем посмотреть видео – как правильно варить стальные трубы.
Как варить трубы отопления электросваркой
Как варить трубы электросваркой
Умение работать с металлом, а, в частности обращаться со сварочным аппаратом – один из самых полезных навыков для владельца дачи, загородного дома или просто умельца на все руки. Ремонт и монтаж системы или конструкции, где используются металлические трубы – отопление, канализация, гаражные ворота из профиля, требует использования электросварки для формирования надежных соединений.
Суть процесса такова: металл или сплав при нагревании деформируется – плавится, и при стыковке с краем другого металлического изделия происходит взаимное проникновение частиц материала. Сформированные таким образом новые связи относятся к молекулярным, что и обеспечивает высокую прочность шва.
По методу сварка классифицируется на три группы.
- Термическая – сварка плавлением (дуговая, лазерная и так далее).
- Термомеханическая – осуществляется с помощью магнитоуправляемой дуги (стыковая).
- Механическая – посредством трения или взрыва.
В качестве источника нагрева выступают различные элементы, в зависимости от их природы варить трубы можно 4 методами:
Сам процесс может быть ручным, автоматизированным и механизированным. При этом доля ручного метода даже на предприятиях составляет не менее 20–30%, а при монтаже готовых систем отопления в зданиях она резко увеличивается.
Электросварка своими руками
В быту чаще всего применяется дуговая электродная сварка, так как она является наиболее простым и доступным методом и применяется при любом расположении труб. Источником энергии здесь выступает электрическая дуга, а носителем – электрод. Бытовые аппараты, применяемые для электросварки, характеризуется невысокой мощностью, не громоздки и работают от однофазной проводки.
- Сварочный трансформатор – преобразует переменный ток сети в постоянный ток сварки. Прост в обращении, но не в достаточной степени стабилизирует дугу.
- Выпрямитель – отличается более высокой стабильностью дуги.
- Инвертор – преобразует переменный ток в постоянный через инверторный модуль, отличается стабильностью дуги и малым весом.
Электросварка осуществляется с помощью плавящихся и неплавящихся электродов. Первые участвуют в процессе, поставляя частицы для образования шва. Новичкам рекомендуют использовать твердые электроды с плавящимся покрытием.
- Диаметр электрода, как и тип используемого аппарата, и собственно метод сварки зависит от характеристик изделия: состава материала, толщины стенки, диаметра и так далее. При работе с трубами отопления или водопроводными, если речь не идет о магистральных конструкциях, чаще всего используются электроды диаметром в 3 мм – для электросварки изделий с толщиной стенок до 5 мм. Если параметр больше, или требуется формировать многослойный шов, то диаметр электрода должен быть 4–5 мм.
Швы различают так: нижние – самые легкие, горизонтальные – по окружности, вертикальные – вдоль трубы, и потолочные. Характер шва определяется расположением соединяемых элементов. Он может накладываться несколько раз. Так, например, при толщине более 6 мм, требуется наложение 2 швов. На фото демонстрируется сплошной шов.
Как варить трубы: технология
Перед сваркой водопроводные трубы очищаются – особенно внутренняя поверхность, если кромка неровная, то концы выпрямляются или обрезаются. Затем края и с внутренней, и с внешней стороны зачищаются до металлического блеска. Ширина участка – не менее 1 см.
При большом диаметре или толщине стенки рекомендуется произвести предварительный прогрев – зона составляет не менее 0,75 см. Таким образом предупреждается появление закалочных структур.
- Электрод вставляется в держатель аппарата, активируется подача тока – для этого нужно чиркнуть стержнем по металлу. Сила тока определяется толщиной стенки изделия.
- После появления дуги электрод удерживается в месте стыка на расстоянии не менее 3 и не более 5 мм. Наиболее удобным полагают угол наклона электрода к плоскости участка в 70 градусов, как это показано на фото.
- Шов накладывается не ровным движением, а колебательным, имитируя распределение металла через стык на оба края. Траектория разная – серповидная, зигзагообразная, но в итоге на стыке образуется плотный неширокий валик.
- После остывания с него молоточком сбивается шлак. Если толщина стенок большая, накладывается второй и даже третий шов с обязательным удалением шлака перед каждым следующим этапом.
- При толщине более 8 мм, следует варить первый шов ступенчато: окружность разбивается на участки, фрагменты свариваются сначала через один, а на втором этапе – оставшиеся. Затем сверху накладывают сплошной шов.
Сварочные работы относятся к опасным: брызги горячего металла, высокая температура дуги, ее яркость представляют нешуточную опасность. Поэтому варить водопроводные трубы или для отопления следует с соблюдением техники безопасности: обязательно использование защитного щитка или маски, брезентовых рукавиц, костюма или халата из плотной ткани – лучше всего брезент. Во время электросварки необходимо, чтобы неподалеку находилось ведро с водой и плед или кусок брезента. На видео о том, как варить водопроводные трубы, рассказано более подробно.
Учебное пособие для начинающих Прометеев или как сваривать трубы электросваркой
Электрическая сварка стальных труб (на фото)– распространенный способ соединения инженерных коммуникаций.
В последнее время я увлекся проектированием и строительством различных конструкций (беседок, гаражей, навесов для машин) из профилированных и обычных труб. И, хотя чаще я использую болтовые разъемные соединения, время от времени приходится прибегать к использованию сварочного аппарата.
Поэтому у меня возникла идея рассказать вам о том, как правильно варить трубы электросваркой. И хотя для создания водопроводных инженерных сетей сейчас чаще всего используется пластик, этот навык, на мой взгляд, пригодится всем домашним мастерам, которые любят что-то делать своими руками. А уж тем более если вы хотите сконструировать систему отопления дома с твердотопливным котлом, где высокая температура теплоносителя не позволяет использовать полимеры.
Вот такую красоту можно сделать своими руками, если прочитать мои советы и попрактиковаться в работе.
В общем, не буду отвлекать ваше внимание пространными обсуждениями, перейду сразу к сути вопроса.
Выбор электродов
Перед тем как варить трубы отопления электросваркой или использовать сварочный аппарат для возведения каркасных строений, необходимо выбрать электроды. От них, на мой взгляд, во многом будет зависеть, понравится ли вам результат вашей работы или вы постараетесь как можно быстрее продать сварочный аппарат и не вспоминать о нем больше.
Сварочные электроды – основной расходный элемент при выполнении сваривания.
Электрод, если кто не знает, это тонкий стальной стерженек, на который нанесено специальное покрытие. Оно не только защищает металл от коррозии, как думают некоторые, но и принимает непосредственное участие в процессе создания сварочного шва, дополнительно обеспечивая устойчивую дугу.
Существует несколько критериев классификации электродов, но я выделю два наиболее, с моей точки зрения, важных: тип сердцевины и вид покрытия.
Электроды с расплавляемой серединой.
По первому параметру электроды можно разделить на два вида:
- С плавящейся сердцевиной. Для ее изготовления используется сварочная проволока. Толщина бывает разной и зависит от вида предстоящих работ.
- С неплавящейся сердцевиной. Материалом для изготовления таких изделий служит вольфрам, электротехнический уголь или графит.
Электроды с вольфрамовой серединой используются для выполнения специальных сварочных работ.
Теперь по поводу защитного покрытия. Здесь все намного сложнее и все встречавшиеся мне электроды я классифицировал на группы, которые занес в таблицу. Думаю, так пользоваться информацией вам будет удобнее.